












Guest Blogger: Michael Vorhis, author of ARCHANGEL suspense thriller, OPEN DISTANCE adventure thriller & more to come
We've all acquired fly line or sink tip material that lacks end loops, or have blown through a fly line loop for one reason or another--either by putting too much pressure on a snag, or having a small-diameter leader cut through the loop material, or any of a number of ways to blow one out.

Or we've attempted to tune our cast by modifying the taper of a given line by cutting off some of the line on the end, and now we need a new loop. Or we've sought to resurrect portions of a worn out line by using lengths of it as floating or sinking tip material, and each section needs loops. Or we've bought lines that have fly line loops so small we can barely get the knot of a perfection loop through them. Or we've caught the belly of a good line on volcanic rock and damaged it to the point that we'd like to splice or loop-to-loop it back together.The point is that we've all had reason to want to add a loop to a line, or to repair a loop, or to otherwise join two line portions together. We could go old-school--nail-knots and bits of heavier mono--and that can be very strong...but once the ease of an integral line-loop is tasted, many of us prefer that cleaner-flex-profile configuration. We could tie perfection loops and coat the knots with goo, but those knots get big and our tip guides stay small. We could buy those after-market add-on loops, but one is never sure how well they'll hold, and they introduce an anomaly in the line (as far as floating and degree of stiffness go), and they're not necessarily an installable solution while on the stream. We could use epoxy to make a loop and suffer an overnight wait and a stiff section of line where it's applied. We could trust superglue, equally stiff, but when it flexes the bond may break. We could follow those convoluted thirteen-step advice videos that would have us applying an open flame to the plastic coating of the line and melting ourselves a loop, subsequently to wonder whether we'd heated it too much or too little and how much it will really now hold.
And then along come a bunch of surf-board dudes and chemical engineers with their magical UV-cure resins, and a promise that from now on our knots can be smooooooov and can slide through rod guides like jelly. Hooray! It sounds like the answer. You just stick stuff together, for a fully cured bond wherever the sun can shine! ...except that...we come to realize that many of those products call themselves "coatings" and take great pains to avoid representing themselves as glue.

Why? There must be a reason. Is it simply that nylon line material just will not adhere to any glue of any kind (that much is true) and that these UV-cure products are all too often applied to monofilament nylon? Is it just because those manufacturers can't be certain how well their stuff is applied and so they err on the side of caution as far as claiming actual adhesion? Maybe. Or maybe there's not much adhesion at all--maybe these resins are not really a "quick epoxy cement" like we imagined when first we heard of them.
You'll find no precise answer anywhere on any bulletin board or forum--I know because I've looked exhaustively for several years. One could attempt to corner the manufacturers in hopes of getting an answer, but first you'd wait months seeing a response (they are very aware of the words they purposefully avoid), and second, if you ever did get a response it would be something imprecise, something scribbled out by the marketing department's administrative assistant, something along the lines of, "We recommend you tie appropriate knots to be sure, then coat them with our product."
So I got tired of wondering; my bring-to-net numbers were hanging in the balance, after all. I set out to perform a few tests. I'd had the good fortune last year of successfully fighting a powerful fish for over 3 hours on a fly line loop I'd made, but the loop hadn't been particularly minimalist...so better to control the application of the resin and see exactly what kind of strength might result.
Project Goals
- Determine whether the UV-cure resin is just a coating or whether it's an actual cement.
- See how much load it holds for different ways of applying it.
My tests used floating line, size L-11-F. The surface area of this line is much larger than most floating lines a trout angler uses, so it's probable that my results should be scaled back to smaller loads for smaller-diameter lines (and can be scaled up for really fat spey shooting heads). Also, sinking lines are typically impregnated with tungsten powder, so it may well be that adhesion differs for such lines. My experience with them, however, has me convinced that the conclusions I draw here are sufficiently applicable to sinking line materials too.
My tests used "UV Knot Sense" marketed by Loon Outdoors. There are plenty of other UV-cure resin products, each with its own mix of properties, and some of them do call themselves adhesive or glue...so I elected to test the one common product that seems to conspicuously omit that word from its packaging and online claims.
In all cases I initiated the curing with my UV mini-flashlight, but then took care to give the splice a good ten minutes or more in the bright outdoor sun, then turn it over and give it another ten or more. The product I was testing seemed to feel less oily to the touch after this extra curing, so I assumed that strength was improved with a good long outdoor cure.
I made no tests whatever with fluorocarbon or nylon monofilament leaders. Personally, I would never omit the knot, for such materials.
Test 1: End-to-End Fly Line Repair
This test was performed only for completeness' sake; I know of no one foolish enough to attempt to join fly line segments this way and hope for the mend to hold. The joint was made with a small "dot" of UV-cure resin between linearly aligned butt-ends of the fly line segments, as shown in Figure 3.

For this test I hung a light load from the line and noted the cured resin’s ability to hold. A water bottle proved convenient, as shown in Figure 4. I added water in repeated tries until I got a weight that the splice would not hold.

Result of Test 1
The end-to-end-joined splice held no more than about 0.5 pounds before parting. But considering the ridiculous type of joint, that was actually impressive.
Test 2: Simple Overlap Fly Line Repair
This test almost (but not quite) begins to approach the realm of doing an actual line repair. I overlapped the two fly line segments about 3/8 inch, and applied a small amount of UV-cure resin along the entire 3/8 inch, but only between the two line segments--like glue. Application was not as precise as I'd have liked, but I cured it well, and then tested. Figure 5 shows this joint.

For this test too I hung a partially filled water bottle from the line and tested for strength, adding water a little at a time until the splice failed.
Result of Test 2
The minimalist overlap splice held remarkably well, considering the "peel" forces on it. It gave way somewhere a little above 2.5 pounds
Test 3: Overlap Splice, Fully Coated
This test begins to make proper use of the surface area available. As with test 2, I overlapped the two fly line segments about 3/8 inch, but this time I applied UV-cure resin entirely around the joint, including the ends of the line segments (which I feel is important because doing so reduces the "peel" forces on the joint).

Resin amount and application was consistent with many joints I've made in the past, so this test represented what a good repeatable resin application could do. I cured it well and then tested. Figure 6 shows this joint.
Beginning this test, I began to use a digital scale I purchased for weighing luggage and fish; it is accurate to 0.01 pounds (~0.16 ounces). I increased the pressure smoothly to get an accurate reading at failure.
Result of Test 3
The fully coated overlap splice held a solid 9.58 pounds, and when it failed it was not because of the resin bond itself. Instead the braided core parted wit the line's coating, along a quarter-inch stretch of one line segment. See Figure 7.
Note that the entire load was still pulling/peeling semi-linearly along one bond...and yet it still held quite a bit. This differs substantially from the even better scenario of a loop, as you will see in test 4.

Test 4: Fly Line Loop, Fully Coated
This phase of the study tests the most practical configuration of the four so far because it evaluates the strength of a loop formed using UV-cure resin. With a loop, only roughly half the load is working to part the splice, and the shear force is much more linear, with no “peel” forces applied. I made a loop by overlapping the tag-end approximately 3/8 inch along the line. As with Test 3, I applied UV-cure resin entirely around the joint formed by the two parallel sections, including the end of the line and where the joint just begins to widen into a loop. I cured it well and then tested. Figure 8 shows this joint.
I attached the 15-pound-test butt of a leader to the loop I’d made, using a loop-to-loop connection, and measured the supportable load using the digital scale.

Result of Test 4
The fully coated loop joint held to over 20 pounds with no sign of damage, and I did not take it all the way to failure, as I didn't want to break the line. (Even fly line manufacturers don't usually warrant their loops beyond 20 pounds.)
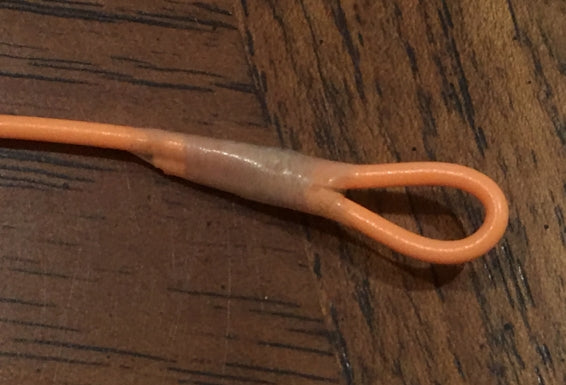
And although the loop held, this amount of pressure did permanently damage the line coating, as Figure 9 illustrates.

As the figure shows, the loop of the thick 15-pound-test leader cut right through the fly line coating. And yet the braided core of the line, which bonded to the line coating which was then in turn bonded together by UV-cure resin, still held at 20+ pounds. No thread-wrap, no super-glue, just UV-cure resin “encasing” the joint. This means that this type of loop is quite viable for most fly angling purposes.
Test 5: Fly Line Loop Made with Thread and Resin
This was not really a test; I did not want to damage this piece, as it's a real part of my actual fishing arsenal. However I provide a photo of this kind of loop in Figure 10.
To make such a loop, it helps to be able to pull tightly when winding the thread. I first join the parallel line areas with a tiny spot of super-glue just so nothing will move on me, then lay a very thin sewing needle along the parallel line portions. I wind the thread as tightly as I can with the help of the stiffness the very thin needle provides. (I have tried using a special thread that shrinks to 60% of its length when it’s subjected to steam, but I've come to the conclusion that it doesn't shrink with any real force and I don't realize any useful compression from using it...but it seemed like a good idea at the time. So I use any strong thin thread. I do not use monofilament because I want the extra friction a braided thread provides.)
Finally I pull out the needle (not so easy...requires a pair of pliers), coat the entire joint with resin, and cure it well. If you forget and leave the needle in there, no worries because one fine day it will remind you.
Conclusions
| Test | Joint Type | Failure Point | Notes |
| 1 |
Simple End-to-End | ~0.5 lb | No practical use |
| 2 | Minimal-Resin Overlap | ~2.5 lb | No practical use |
| 3 | Fully Coated Overlap | ~9.5 lb | Emergency use |
| 4 | Fly Line Loop: Fully Coated Overlap | 20+ lb | Practical angling use |
| 5 | Fly Line Loop: Thread & Resin | (untested) | Practical angling use |
| -- | Fly Line Loop: Less Thread, Resin | (untested) | Hybrid; recommended |
I think there are positives and negatives to using thread to wind a loop joint. Three positives are that it slightly increases the surface area the resin will coat, it adds a small measure of friction that impedes the fly line sliding with respect to itself, and it tends to compress the line coating together nicely as long as you can get it tight enough...which is by no means a given after the needle is removed (which is why an extremely thin needle is recommended). One negative to using thread is that it shields the line coating from bonding with the resin. I think from what I've learned in these experiments, in future I will use *some* thread but not enough to keep the resin from touching and bonding well with the fly line...as Figure 11 illustrates. The test results prove that the line-resin bond is worth a lot.
Again, I believe the right thing to do is to scale the results I measured by surface area; of which thinner lines naturally have less.

Circumference of a circle is given by the equation “pi times diameter,” which means circumference scales linearly with diameter. So a fly line tip that's 2mm in diameter will have twice the surface area per linear length of line than does a fly line tip that's 1mm in diameter. So to achieve with 1mm-diameter line the strength equal to what 2mm-diameter line holds, simply double the length along which the resin is applied.
Finally, I think it's obvious that this resin stuff is definitely cement--at least for fly line coatings anyway. Promote a good bond (clean surface, good curing, sufficient surface area contact) and you're on your way to having a line feature that will hold when you need it to...and one you can rebuild right there mid-current if you have to.
So bend a loop, lay that tag end up against the other part of the line, and stick it! ...where the sun does shine.
Comments
Thanks for being so detailed. I’ve been using uv to secure knots and been wondering how strong the bong actually is.
This test was useless.